Der Böhler E185 AMPO ist ein niedrig legierter C-Stahl, der speziell für die Bedürfnisse der Druckindustrie entwickelt wurde. Er zeichnet sich unter anderem durch die Möglichkeit der Oberflächenbehandlung und seine hohe Zähigkeit aus.
Additive Manufacturing bietet eine Vielzahl von Vorteilen gegenüber herkömmlichen Fertigungsmethoden wie Designfreiheit, kürzere Durchlaufzeiten oder Null-Tooling-Kosten. Bislang gibt es jedoch nur eine begrenzte Anzahl kommerzieller Legierungen für die additive Fertigung. Der neu entwickelte, zum Patent angemeldete Böhler E185 AMPO ist ein AM-Pulver, das die höchsten Anforderungen aus verschiedenen Branchen erfüllt, vom Motorsport über technische Komponenten bis hin zu Prototypenanwendungen aller Art.
Gaszerstäubtes Pulver für die additive Herstellung
Additive Manufacturing ist die Revolution in der Fertigungstechnik! Gerade in diesem zukunftsträchtigen Segment können wir als voestalpine BÖHLER Edelstahl auf unsere umfangreiche Werkstofferfahrung und Expertise im Bereich der Pulvermetallurgie zurückgreifen.
Warum bei voestalpine BÖHLER Edelstahl kaufen?
Kundenspezifische Legierungen nach Ihren Anforderungen. Wir zerstäuben BÖHLER-Standardsorten, theoretische Auswahl von 250 Sorten. voestalpine BÖHLER Edelstahl nutzt für diese neue Technologie das metallurgische Wissen und die Fertigungsmöglichkeiten eines Spezialstahlherstellers. Das Pulver wird mit modernsten Zerstäubungstechniken hergestellt und im eigenen Haus getestet. Vakuum-Induktionsschmelzen und Zerstäubung unter Schutzgas sorgen für höchste Produktqualität. Je nach Stahlsorte und Kundenwunsch können unter Vakuum geschmolzene oder wieder aufgeschmolzene Rohstoffe verwendet werden. Dies gewährleistet höchste Qualitätsstandards und minimiert unerwünschte Verunreinigungen. Abhängig von den Anforderungen des spezifischen AM-Prozesses können wir die passende Partikelfraktion im Bereich von 15-150µm liefern.
E185 AMPO Entwicklung
Dieser niedrig legierte Stahl mit einfacher Bedruckbarkeit und der Möglichkeit zur Oberflächenbehandlung (z.B. Einsatzhärtung) wurde speziell für die Anforderungen der 3D-Druckindustrie entwickelt. Der E185 hat einen niedrigen C-Gehalt für eine gute Bedruckbarkeit und erfordert keine Vorwärmung. Außerdem hat er eine sehr hohe Zähigkeit und eine Härte von 38 HRc. Er ist leicht nachbearbeitbar. Er ist vergleichbar mit 16MnCr5 im weichgeglühten Zustand. Wenn eine hohe Härte an der Oberfläche, eine hohe Verschleißfestigkeit an der Oberfläche, eine hohe Dauerfestigkeit an den Oberflächenbereichen oder eine hohe Zähigkeit in der Mitte des Teils erforderlich ist, können wir diese entsprechend anpassen.
Vorteile
- Keine Wärmebehandlung erforderlich
- Hohe Festigkeit unter "ursprüngliche Ausführung"-Bedingungen (Leichtbau)
- Sehr hohe Zähigkeit
- Härte von 38 HRc im gedruckten Zustand
Chemische Zusammensetzung (Gew .-%)
| Element: Gew.-% |
C |
Si |
Mn |
Cr |
Ni |
Mo |
V |
| Mass - % |
0.2 |
0.2 |
0.3 |
1.0 |
1.2 |
0.2 |
0.1 |
Mechanische Eigenschaften im gedruckten Zustand
| Zugfestigkeit |
Streckgrenze |
Dehnung |
Härte |
Schlagzähigkeit |
| 1150 +/- 50 MPa |
1050 +/- 50 MPa |
15 +/- 1% |
38 HRc (380HV)
|
140 +/- 10J |
Mechanische Eigenschaften im wärmebehandelten Zustand
| Zugfestigkeit |
Streckgrenze |
Dehnung |
Härte |
Schlagzähigkeit |
| 1370 +/- 50 MPa |
1150 +/- 50 MPa |
13 +/- 1% |
43 – 45 HRc |
85 +/- 10J |
Einsatzgehärtet
| Oberflächenhärte |
Einsatzhärtetiefe |
| 750 +/- 20 HV30 |
0.8 – 0.9mm |
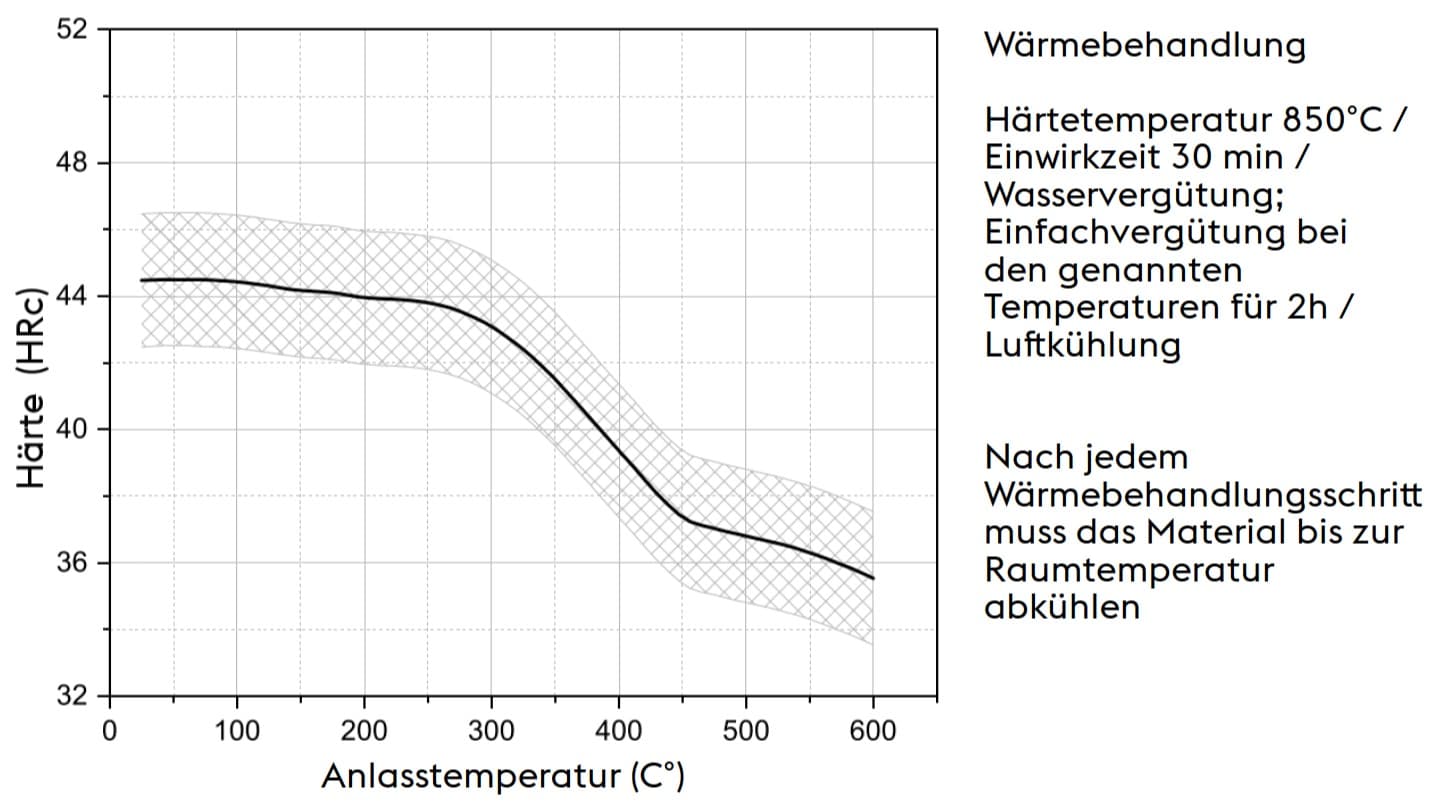
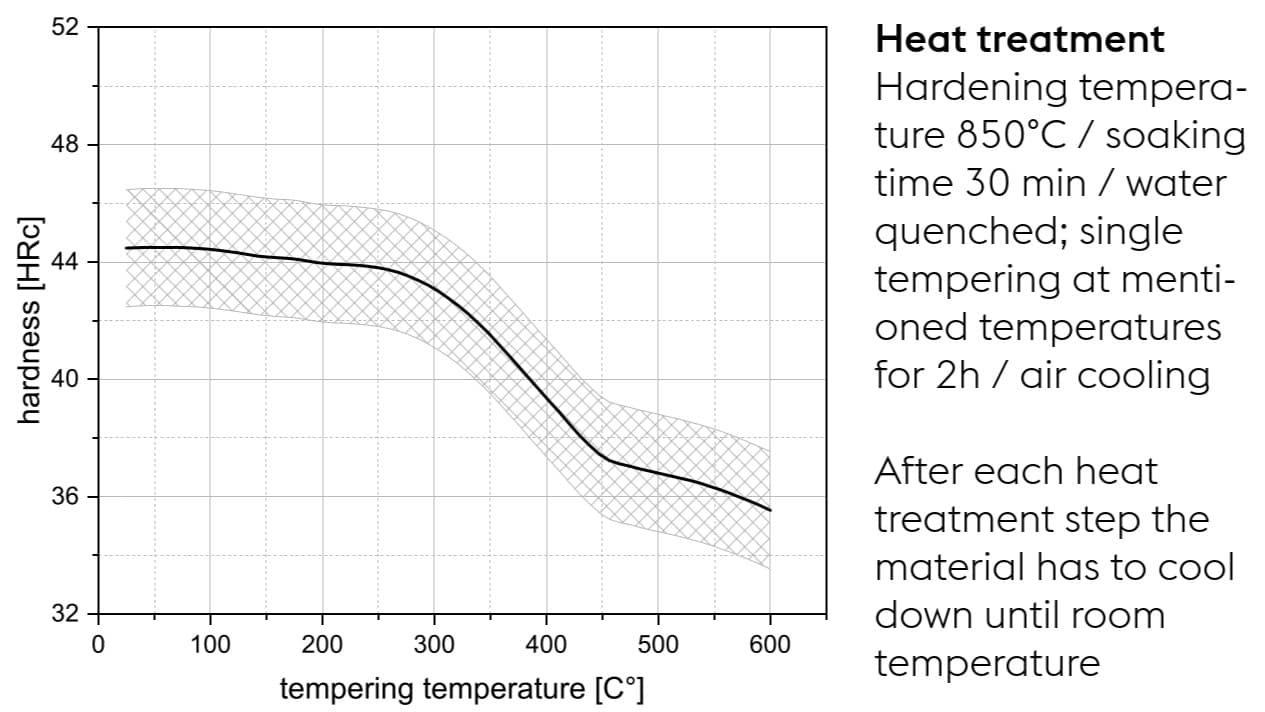
Wärmebehandlung
| Härten |
Anlassen |
| 850°C (30min / wassergekühlt) |
200°C (2 h / Luftkühlung) |