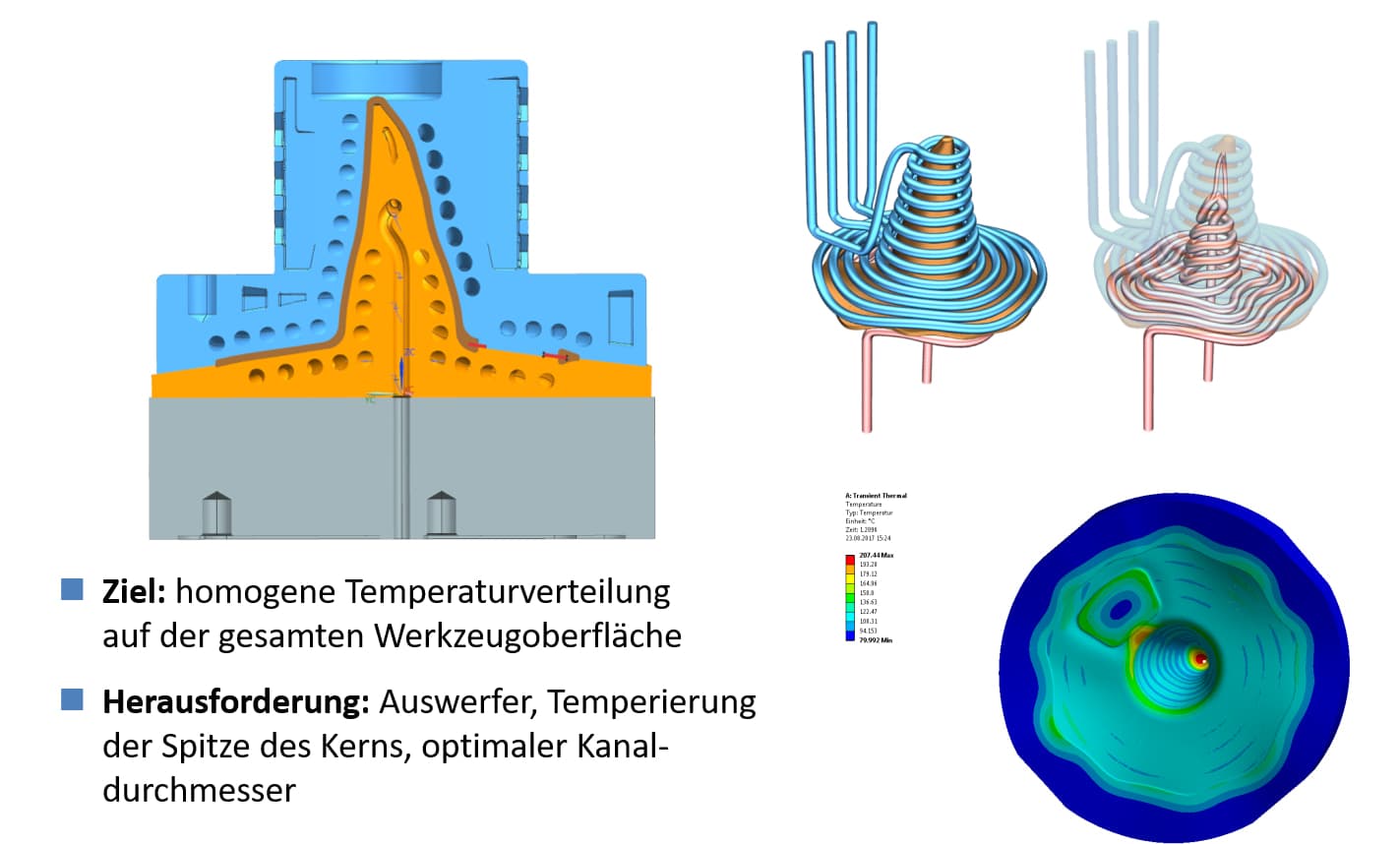
Durch additiv gefertigte Werkzeugeinsätze mit konturnaher Kühlung kann eine homogene Temperaturverteilung an der Kavitätsoberfläche sichergestellt und sogenannte Hotspots vermieden, Zykluszeiten reduziert und die Formgenauigkeit gesteigert werden.
Die Erzielung einer bestimmten optischen Qualität oder einer ausreichenden Abformung der Oberfläche erfordert eine erhöhte Oberflächentemperatur beim Einspritzen. Um diese Ziele zu erreichen, können Spritzgusswerkzeuge dynamisch temperiert werden, der Einspritzprozess, die Füllung des Werkzeugs wird durch diskretes Aufheizen und der Abkühlprozess wird durch eine Kühlung der Werkzeughälften begleitet.
Das Aufheizen und Kühlen der Werkzeughälften sind umso effizienter je näher Kühlung und Heizung an der Werkzeugoberfläche wirkt. Durch die schichtweise additive Fertigung der Werkzeuge lassen sich Kanäle, die kalte oder heisse Flüssigkeiten führen, konturnah direkt unter der Werkzeugoberfläche fertigen.
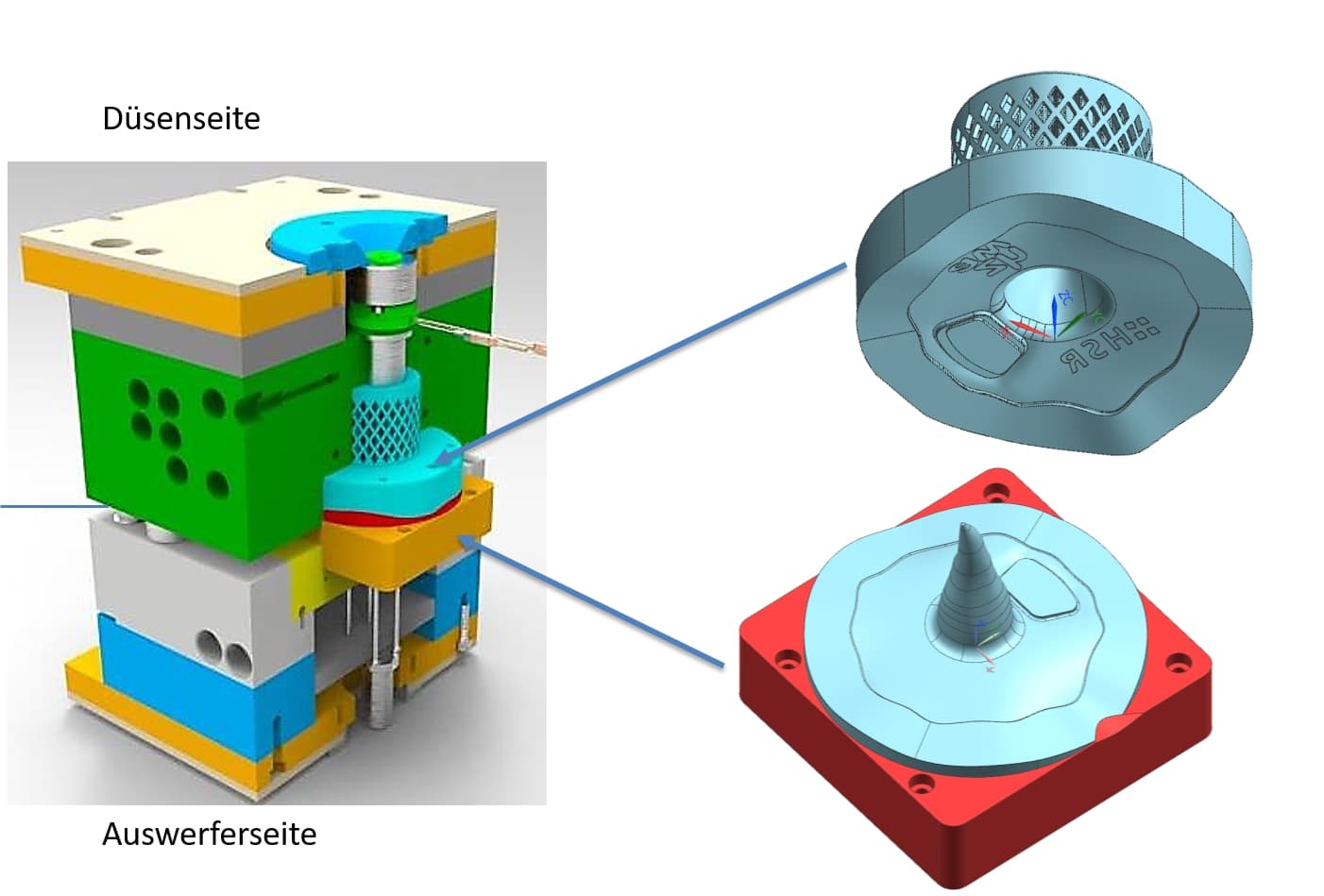
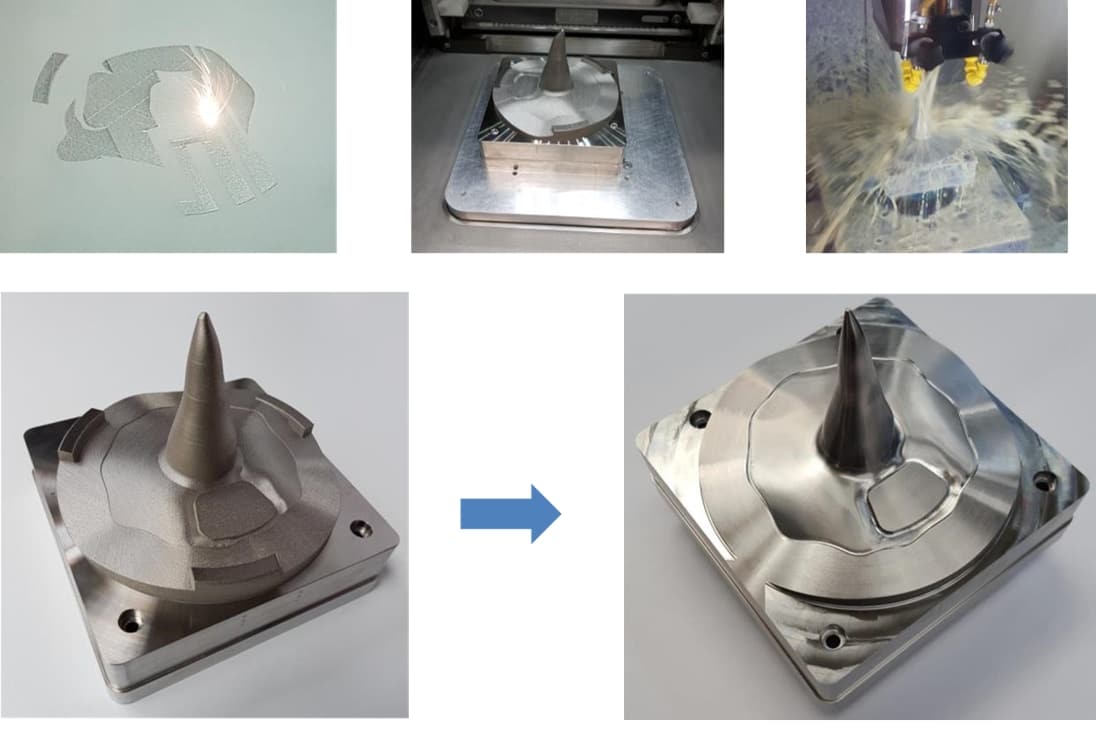
Das selektive Laserschmelzen als additives Fertigungsverfahren hat hierbei besondere Vorteile, insbesondere können auch sogenannte Hybridwerkzeuge gefertigt werden, d.h. auf einfachen Werkzeuggrundplatten oder –einsätzen lassen sich die komplexen Strukturen mit konturnaher Temperierung additiv aufbauen.
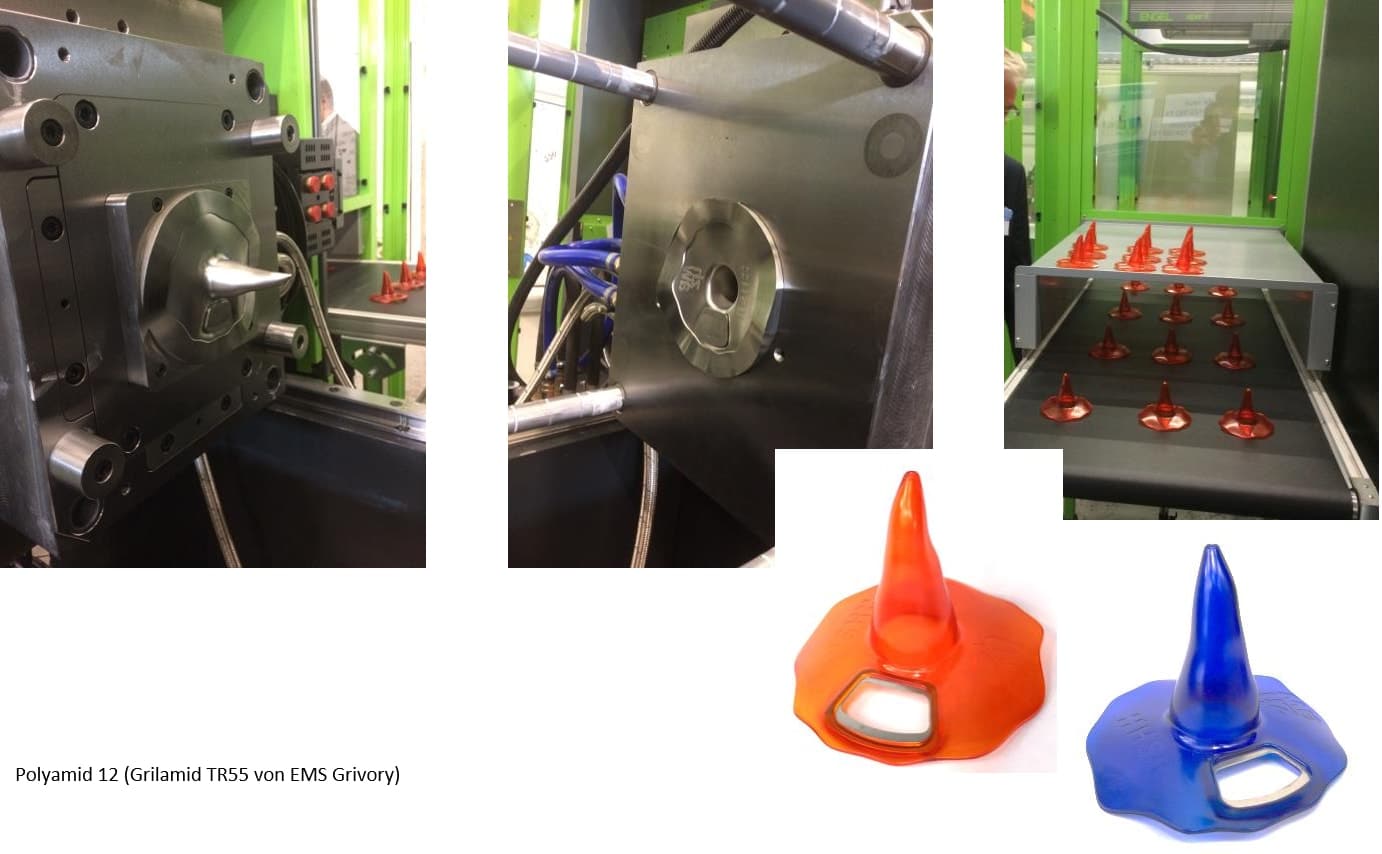
In diesem Projekt wurden thermische Simulationen bezüglich der Optimierung des Spritzgussprozesses durch den Einsatz einer Variotemperierung erfolgreich durchgeführt. Im Weiteren wurde ein Variotherm-Werkzeug in Werkzeugstahl mit konturnaher Temperierung entwickelt und additiv mittels selektiven Laserschmelzens hergestellt und im Einsatz erfolgreich erprobt.
Das Projekt wurde in partnerschaftlichen Kooperation zwischen dem IWK Institut für Werkstofftechnik und Kunststoffverarbeitung der HSR und dem ZPP Zentrum für Produkt- und Prozessentwicklung der ZHAW durchgeführt.